激光切割技术是利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。
简介
利用激光切割设备可切割20mm以下的不锈钢,在激光束中加辅助气体可切割25mm以下的碳钢,切割的最大厚度可增加到30mm。
激光切割设备的价格相当贵,约400万元。但是,由于降低了后续工艺处理的成本,所以,在大生产中采用这种设备还是可行的。由于没有刀具加工成本,所以激光切割设备也适用生产小批量的原先不能加工的各种尺寸的部件。激光切割设备通常采用计算机化数字控制技术装置,采用该装置后,从计算机辅助设计(CAD)工作站来接受切割数据。(我公司同时拥有4台国际上先进的瑞士百超激光切割设备,业务电话:0536-6063313)

一、原理
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。
激光切割可分为激光熔化切割、激光氮气切割等。
(1)激光熔化切割
激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体(Ar、He、N等),依靠气体的强大压力使液态金属排出,形成切口。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
(2)激光氮气切割
激光氮气气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氮气作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氮气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于熔化切割。
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。

二、特点
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
⑴ 切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
① 激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05mm。
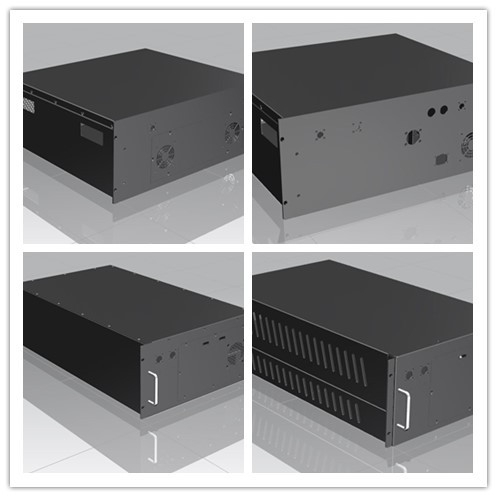
② 切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为最后一道工序,无需机械加工,零部件可直接使用。
③ 材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。激光切割、氧乙炔切割和等离子切割方法的比较见表1,切割材料为6.2mm厚的低碳钢板。
⑵ 切割效率高
由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
⑶ 切割速度快
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。
⑷ 非接触式切割
激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,无污染。
⑶为扩展工程机械、造船工业等的应用,切割低碳钢厚度已超过30mm,并特别注意研究用氮气切割低碳钢的工艺技术,以提高切割厚板的切口质量。因此在中国扩大CO2激光切割的工业应用领域,解决新的应用中一些技术难题仍然是工程技术人员的重要课题。

三、切割程序
(1)交点位置的检出。激光切割前需先根据材质调整光束焦点在工件上的位置,由于激光束,特别是CO2气体激光,一般肉眼看不到,可采用楔形丙烯块检测出焦点位置,然后调节割炬的高度,使焦点处于设定位置。
(2)穿孔操作要点,切割加工时,有的零件从板材的内部开始切割,这就要先在板材上打孔。一种方法是采用连续激光,在薄板上穿孔,可以用正常的辅助气体压力,光束照射0.2~1s就能贯穿工件,然后即可转入切割。当工件厚度较大时,采用正常的气体压力穿孔,在工件表面上会形成尺寸比较大的溶坑。不但影响切割质量,而且熔融物质溅出可能损坏透镜或喷嘴。此时宜适当增大辅助气体的压力,同事略微增大喷嘴的孔径与工件的距离。这种方法的缺点是气体流量增加并使切割速度降低。
(3)防止工件锐角转折处的烧熔。用连续激光切割带有锐角零件时,如切割参数匹配或操作不当,在锐角的转折处很容易发生自烧熔,不能形成转角处的尖角。这不仅使该部位的质量变差,而且还会影响随后的切割。

激光切割机是钣金加工的一次工艺革命,是钣金加工中的“加工中央”;激光切割机柔性化程度高,切割速度快,出产效率高,产品出产周期短,为客户赢得了广泛的市场,该技术的有效生命期长,国外超过2毫米厚度的板材大都采用激光切割机。
一般来讲,建议以12mm以内的碳钢板、10mm以内的不锈钢板等金属材料切割推荐使用激光切割机。激光切割机无切削力,加工无变形:无刀具磨损,材料适应性好:无论是简朴还是复杂零件,都可以用激光一次精密快速成型切割:其切缝窄,切割质量好,自动化程度高,操纵简便,劳动强度低,没有污染:可实现切割自动排样、套料、进步了材料利用。
激光切割机选购要考虑的因素很多,除了要考虑目前加工工件的最大尺寸、材质、需要切割的最大厚度以及原材料幅面的大小外,更多的需要考虑未来的发展方向,比如所做产品的技术改型后要加工的最大工件大小、钢材市场所提供材料的幅面针对自己的产品哪种最省料,上下料时间等等。
山东逸联精密钣金提示您:

企业管理 技术分享 工艺介绍 行业资讯
您没技术,我们有强大的技术支持!
您没原材料,我们提供质量可靠的不锈钢、碳钢原材料!
您,只需了解我们
所有方案、技术、加工、成形、焊接、配送、统统由我们来解决!
让我们互利互惠,共同发展,合作共赢。
文章来源:网络转载,进行修改,如有侵犯请告知删除!