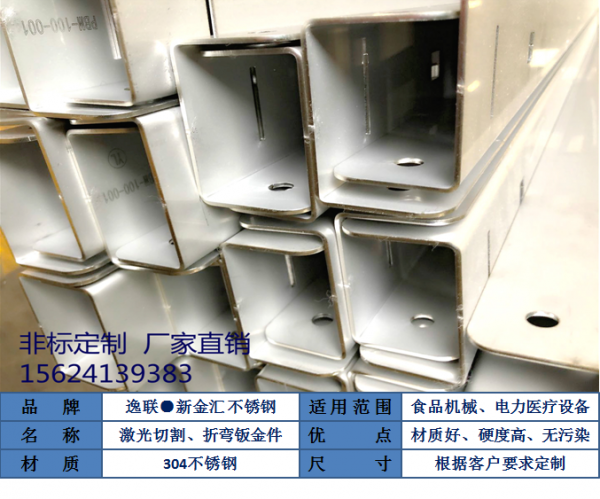
不锈钢进行激光切割(服务热线0536-6053313)时发生烧边以及挂渣的问题原因
激光切割不锈钢钣金件时会发作很多的热量,正常情况下,切割发作的热量会沿着切缝分散到被加工钣金中充沛的冷却。

不锈钢板材在激光切割机进行开孔的加工中,孔外侧可得到充沛的冷却,单孔内侧的小孔部分却因为热量可分散的空间小,热能过于会集然后引起过烧,挂渣等。在厚板切割中,穿孔时所发作的堆积在资料外表的熔融金属以及热量堆集会使辅佐气流紊乱、热量输入过多,然后引发过烧。
怎么处理烧边以及挂渣问题
激光切割开孔孔切割时发生过烧的处理办法:在以氧气为辅佐气体的切割中,处理问题的关键在于怎么按捺氧化反应热的发作。可采用穿孔时辅佐氧气,滞后切换为辅佐空气或氮气来切割的办法。
低频率、高峰值输出功率的脉冲切割条件具有能削减热量输出的特色,有助于切割条件的优化。把条件设定为单一脉冲激光束、能量强度大的高峰值输出、低频条件,可有用削减穿孔过程中熔融金属在资料外表的堆积,有用按捺热量输出。
激光切割不锈钢件的处理办法:在此类材料加工中,运用的辅佐气体是氮气,在切割中是不会发作烧边,可是,因为小孔内侧资料的温度很高,内侧会出现少量的挂渣现象。我公司钣金加工时选用的辅助气体就是氮气,可达到理想的切割效果。

有用的处理办法是加大辅佐气体的压力,将条件设为高峰值输出、低频率的脉冲条件。辅佐气体运用氮气时,不会发生过烧的现象,但却在底部呈现极少的挂渣,需要将条件设置为高辅佐气体压力、高峰值输出、低频率的脉冲条件。
山东逸联精密钣金提示您:
您没技术,我们有强大的技术支持!
您没原材料,我们提供质量可靠的不锈钢、碳钢原材料!
您,只需了解我们
所有方案、技术、加工、成形、焊接、配送、统统由我们来解决!
让我们互利互惠,共同发展,合作共赢。

企业管理 技术分享 工艺介绍 行业资讯
文章来源:网络转载,进行修改,如有侵犯版权问题,请第一时间告知删除!