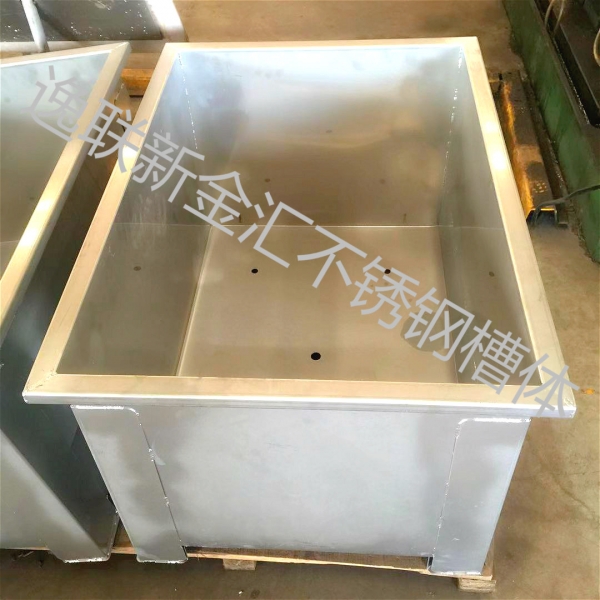
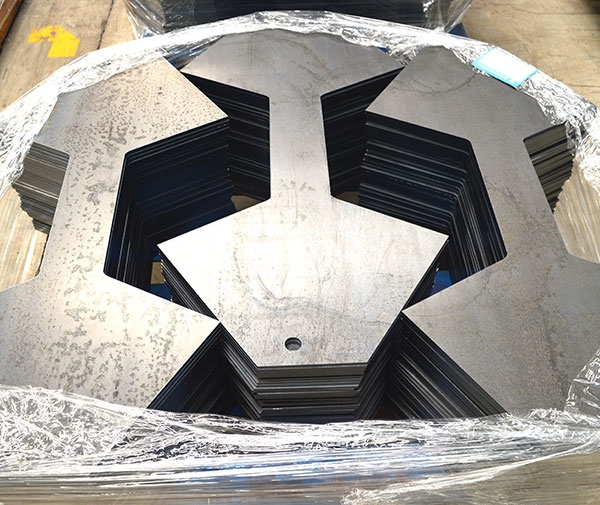
新金汇不锈钢拥有规格齐全的现货平台,常备各种规格的不锈钢板材、卷材、管材、型材等库存,连续多年销量持续迅速增长,同时拥有齐全的钣金加设备,高效的钣金加工系统,先进的技术支持,可实现原材料供应到钣金加工中的一站式服务。
不锈钢精密铸造的机械性能比铸铁高,因为不锈钢精密铸造的熔点较高,钢液易氧化、钢水的流动性差、收缩大,体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取比铸铁复杂的工艺措施。

一、不锈钢精密铸造细节工艺特点:
1、由于不锈钢精密铸造的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
2、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一 般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。
所以,一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
二、不锈钢精密铸造加工的难点:
1、不锈钢精密铸造加工加工硬化严重:切削时加工硬化倾向大,刀具在加工硬化区域内切削,使刀具寿命缩短。
2、切削力大,切削温度高:该类型材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极差,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的磨损。
3、不锈钢精密铸造加工容易粘刀:无论是任何不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强韧的切屑流经前刀面时,会使刀具磨损加快。
4、刀具磨损加快,材料一般含高熔点元素、塑性大,切削温度高,使刀具磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了刀具使用成本。

本公司专业制作加工不锈钢产品,如有需要,请联系我们。
文章来源:网络,由于转载众多,已不知原著,如有侵犯请第一时间告知删除。